化工设备防腐是保障设备安全运行、延长使用寿命的关键技术。由于化工生产涉及高温、高压、强腐蚀性介质等极端工况,设备腐蚀问题尤为突出。以下是化工设备防腐的核心技术措施,涵盖材料选择、表面处理、电化学保护、工艺优化及监测维护等方面:
一、材料选择与合金化
耐蚀金属材料
不锈钢:如304L、316L等,适用于弱腐蚀性介质(如大气、水)。
镍基合金:如Inconel625、HastelloyC-276,耐强酸、强碱及高温腐蚀。
钛及钛合金:耐氯离子腐蚀,适用于海水、湿氯气环境。
非金属材料
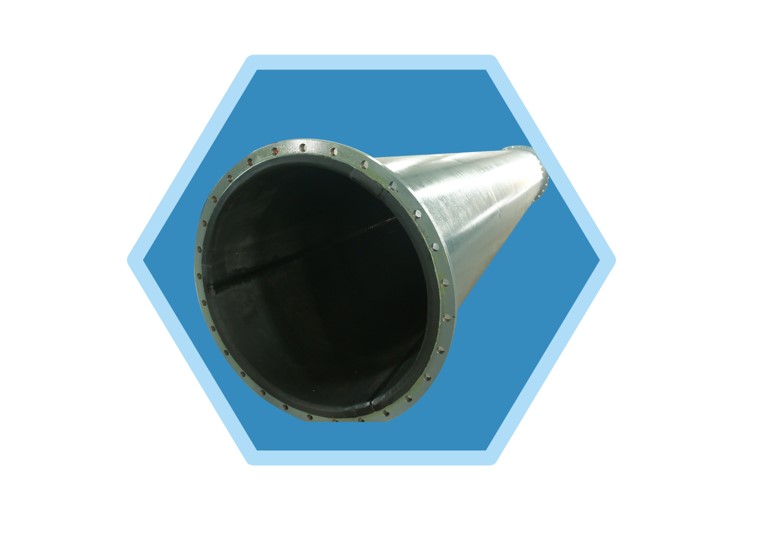
玻璃钢(FRP):耐酸碱,重量轻,适用于储罐、管道。
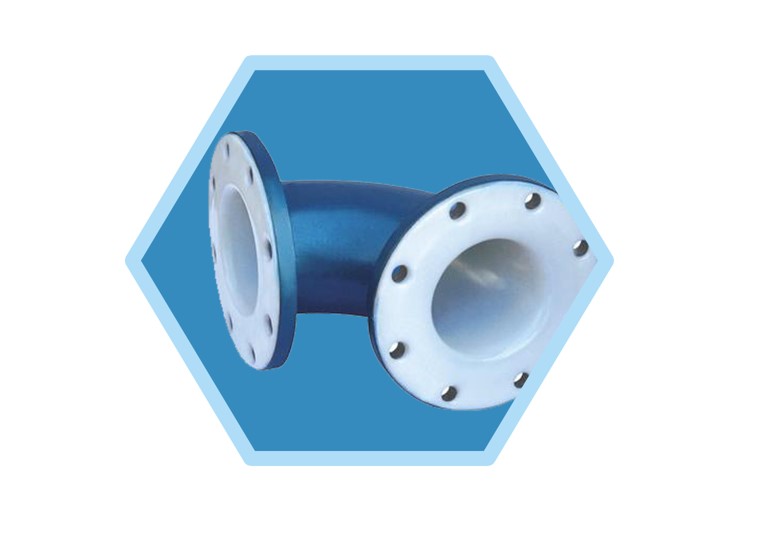
聚四氟乙烯(PTFE):化学惰性极强,适用于强腐蚀性介质。
橡胶衬里:如丁基橡胶、氯丁橡胶,耐酸、耐油,适用于内衬设备。
合金化
在基体金属中添加Cr、Ni、Mo等元素,形成钝化膜(如不锈钢中的Cr₂O₃),提高耐蚀性。
二、表面处理技术
涂层防护
防腐涂料:如环氧树脂、聚氨酯、氟碳漆,形成隔离层。
陶瓷涂层:耐高温、耐磨,适用于高温腐蚀环境。
金属镀层
电镀:如镀锌、镀镍,成本低,适用于大气腐蚀防护。
热喷涂:如等离子喷涂Al₂O₃、WC-Co,形成致密涂层。
化学转化膜
磷化:在钢铁表面形成磷酸盐膜,增强耐蚀性。
铬酸盐处理:生成Cr₆+氧化膜,但因环保问题逐渐受限。
三、电化学保护
阴极保护
外加电流法:通过直流电源使设备成为阴极,抑制阳极溶解。
牺牲阳极法:使用镁、锌、铝等活泼金属作为阳极,优先腐蚀。
阳极保护
适用于钝化金属(如钛、不锈钢),通过外加电流维持钝化状态。
四、工艺防腐措施
介质处理
脱盐、脱水:减少Cl⁻、H₂O等腐蚀性杂质。
中和调节:加碱或氨水调节pH值至中性或弱碱性。
缓蚀剂添加
无机缓蚀剂:如亚硝酸钠、铬酸盐,促进金属钝化。
有机缓蚀剂:如胺类、咪唑啉类,吸附在金属表面形成保护膜。
覆盖层保护
衬里:如橡胶、塑料、玻璃钢衬里,隔离介质与设备本体。
搪瓷:耐酸、耐碱,适用于反应釜、储罐。
五、结构设计与制造优化
避免应力集中
设计圆角、倒角,减少焊接残余应力。
避免缝隙腐蚀
采用对接焊缝,避免搭接、点焊结构。
电偶腐蚀控制
避免异种金属直接接触,或使用绝缘垫片隔离。
六、监测与维护
腐蚀监测
在线监测:如腐蚀探针、电阻探针,实时监测腐蚀速率。
定期检测:如超声波测厚、涡流检测,评估壁厚减薄情况。
维护策略
涂层修复:定期检查涂层完整性,及时修补破损。
阴极保护系统维护:定期检测阳极输出电流、电位分布。
七、典型应用案例
硫酸装置
材料:碳钢+铅衬里或高硅铸铁。
防腐措施:阳极保护、缓蚀剂添加。
氯碱工业
材料:钛及钛合金、镍基合金。
防腐措施:阴极保护、涂层防护。
原油储罐
材料:Q235B钢+环氧煤沥青涂层。
防腐措施:牺牲阳极、外加电流阴极保护。
八、未来发展趋势
纳米材料:如纳米涂层、纳米复合材料,提升防护性能。
智能防腐:结合传感器与AI算法,实现腐蚀预测与主动防护。
绿色防腐:开发无铬、无铅等环保型防腐技术。
化工设备防腐需根据介质特性、工况条件及经济性综合选择技术措施。通过材料升级、表面处理、电化学保护及工艺优化,可显著延长设备寿命,降低维护成本,保障生产安全。